Горелкинг
или сага о горелках. Часть 1


К горелкам у меня давно сложились тёплые (иногда даже горячие) отношения. Поэтому я делюсь инфой с особым чувством.
Следует сразу оговорить, что речь здесь пойдёт о газовых, пропановых горелках. И именно инжекционных, потому что окислитель (воздух) в них засасывается сам с помощью струи горючего газа (не путать с гремучим), направленной на выход горелки. Иногда, правда, самотёка воздуха бывает недостаточно, и для повышения температуры горения смеси, воздух нагнетает воздуходувка. Но по- любому, воздух используется не из баллона, а просто атмосферный. Поэтому к данному типу горелок подходит только одна трубка с газом, а именно от пропанового баллона.
Поскольку, чтобы выбрать нужную именно для ваших целей горелку, мало просто показать фото и написать что-то, мне пришлось записать видео ролики. Они дают более наглядную картину работы этих устройств.


Мини- горелка
Эта горелка изначально создавалась для пайки скани с очень маленькими деталями, поэтому основной упор сделан на уменьшение диаметра языка пламени. Тогда, когда делалась эта горелка, ещё не продавались маленькие горелки с баллончиком для газа в виде ручки горелки. Поэтому за основу взята универсальная средняя горелка (описание далее) и уменьшены пропорционально все размеры.


Пайка мелких деталей. Иногда для внесения припоя и удержания элементов филиграни не хватает рук :) Особенностью этой горелки является применение рассекателя. Этим достигается стабильность пламени во всём диапазоне давлений (в пределах разумного, конечно), а именно от 0,2 до 3 кг/см2. Количество воздуха не регулируется. Оно подобрано диаметром отверстий подсоса. Если, всё же, приспичит регулировать обогащение смеси, внутрь кольца с накаткой поместить обрезок силиконовой трубки и, вращая кольцо, можно регулировать.Подобранный диаметр отверстия форсунки около 0,12 мм.


Показан один из способов изготовления форсунки. Капилляр припаян к винту, вкрученному в трубку. Винт на ФУМ.
Соблюдаем соосность. Можно без капиляра, просверлив на станке
латунный винт М3.
А что здесь действительно надо регулировать, так это положение трубки с
форсункой. После поджига горелки перемещаем трубку вперёд- назад и найдя
оптимальное положение, закрепляем винтом.
Средняя ручная горелка




Эта горелка является самой универсальной горелкой
для пайки мелкой и средней ювелирки твёрдыми припоями. (Конечно, если не
надо, чтобы обе руки были свободны :) Зато
регулировку можно делать той же рукой, что держит горелку.
Она тоже содержит рассекатель и поэтому сама по себе никогда не погаснет при
любых нормальных значениях давления пропана.
Регулировка пламени той же рукой.Силиконовой трубкой защищено место, где подвешивается на крючёк. Ручка
из эбонита. При правильной настройке горелка даёт узкий длинный факел.


Вокруг оголовка горелки сделана теплоизолирующая муфта. Её применение
позволяет прогреть оголовок, этим можно несколько повысить температуру
пламени. Она сделана из асбестового волокна с добавлением каолина и жидкого
стекла.
Паяемый предмет должен находиться в
восстановительной зоне пламени. Проверить это можно, положив в пламя
кусочек медного провода. В восстановительной зоне поверхность металла
становится блестящей.


Форсунка на этой горелке выполняется так же, как и на предыдущей.
Подобранный диаметр отверстия форсунки 0,16 мм.
Количество воздуха можно также регулировать, поместив внутрь кольца кусочек
силиконовой трубки соответствующего диаметра. Но с такими размерами, как у
меня на чертеже, смесь уже достаточно сбалансирована.
Средняя прямая горелка
Как видите, над
названиями горелок я не очень парился, надо ведь чтобы заголовки были
разные. Надо же их как то называть.
Следующая горелка отличается от предыдущих геометрией расположения составных
частей, а принципы работы такие же.

У этой горелки пламя более мягкое, поэтому её лучше применять для прогрева чего- нибудь (отжиг проволоки, патинирование) или там, куда предыдущая не достанет. У неё такой же рассекатель, как и у предыдущих горелок. И своеобразно сделан подсос воздуха.

Чертежа на эту горелку нет, потому что основные параметры совпадают с предыдущей горелкой. Оголовок и рассекатель, а также диаметр воздуховода такие же. И, главное, диаметр форсунки такой же.
Большая ручная горелка
Эта горелка является аналогом предыдущих ручных горелок. Все параметры аналогичны, только увеличена мощность. Этой горелкой можно паять не только скань, но и медные трубки холодильников.


Единственной стандартной составляющей в этой горелке является газовый кран. Но не проходной, как в предыдущих случаях, а угловой. На нём всё и крепится. Подобранный диаметр отверстия форсунки 0,23 мм.
Дополнение 1
Сегодня получил очередное письмо с просьбой объяснить где взять капилляры и вообще, как сделать форсунку. Предлагалось даже применить электроэррозию. Я даже не предполагал, что это может вызвать затруднения.
Итак, я это делаю таким образом. Прежде всего я приноровился использовать для форсунок винты М3 (обычный винт с резьбой диаметра 3 мм, метрической).
Итак, берёте свою коробку с винтами М3, вываливаете её и распределяете равномерным слоем.
Затем берёте магнит и вытягиваете все притягивающиеся винты. У вас в результате останутся винты, которые не притягиваются. То, что они выглядят так же, как и остальные, не должно вас обмануть. Это латунные винты с гальваническим покрытием.
На фото под цифрой 1.
Если нет М3 латунных, ничто не мешает проделать это с М4.

Далее перед вами пять путей:
- сразу просверлить отверстие нужным диаметром сверла. Но это для довольно больших отверстий и при наличии прецизионной сверлилки.
- просверлить с обеих сторон винта большим сверлом, но не до конца. Потом эту перемычку пробить иглой или досверлить малым сверлом.
- просверлить большим сверлом, а затем заполнить отверстие припоем ПОС, а затем уже работать с ним, что гораздо легче.
- просверлить большим сверлом, а затем припоем ПОС впаять соосно в винт нержавеющую проволочку соответствующего диаметра. А затем выдернуть проволочку.
И, наконец, можно впаять легкоплавким припоем ПОС в просверленное отверстие капилляр соответствующего диаметра.
Итак, капилляры, то есть тонкие трубочки.
Под цифрой 2 капилляры из самописцев приборов КИП. Вряд ли вам стало легче от такого совета.
А вот под цифрой 3 самый реальный вариант. Когда вам доктор сделает укол, не охайте, не жалейте себя, а соберите волю в кулак и попросите доктора отдать вам иголку на память.
Он отдаст, ему не жалко. Таким образом за больную жизнь свою и своих близких вы соберёте обширную коллекцию капилляров. А если вам повезёт делать уколы импортными шприцами, то ассортимент станет гораздо богаче.
У них есть и очень тонкие иглы, например для прививок.
Не забудьте собрать также коллекцию сталистых упругих проволочек для прочистки капилляров- цифра 4.
Цифра 5- в комплекте к моей новой газовой плите шёл целый набор форсунок с разными диаметрами отверстий.
И, наконец, 6- концевые зажимы для монтажа многожильных электрических проводов. Целая куча разных диаметров.
Дополнение 2
Иногда приходят жалобы трудящихся, что горелка не работает или работает как то не так. Здесь выложены только работающие конструкции, теоретических нет. Значит, что то не доглядели или не поняли принцип действия горелок. Сейчас попробую объяснить на примере мини- горелки. Для этого приведу упрощённую схему этой конкретной конструкции.
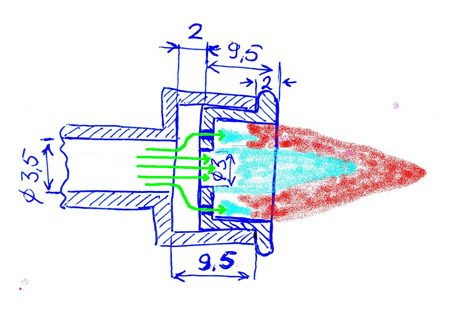
1. Убедитесь, что давление поступающего газа находится в приемлемом диапазоне 0,2-4 кг/см2. А самый рабочий диапазон от 0,5 до 2,5 кг/см2. А диаметр отверстия форсунки 0,12 +/-0,02 мм.
2. Отверстия для подсоса воздуха не закрыты.
3. На рисунке. Диаметр трубки с подающейся газовоздушной смесью 3,5 мм. А центральное отверстие в рассекателе диаметром 3 мм. То есть на 0,5 мм меньше. Поэтому часть потока газовоздушной смеси расходится в стороны
в маленькие отверстия. Скорость потока через эти отверстия меньше, чем основного потока. Эти маленькие отверстия как раз и предназначены для поджига основного потока. А из за небольшой скорости газовоздушной смеси через них горят стабильно и не дают сдуть пламя основного потока.
Это справедливо для всех горелок такого типа, что на этой страничке, с рассекателями пламени.
4. Исходя из вышесказанного проверьте, остался ли зазор в 2 мм между обеими частями головки горелки. При правильном изготовлении по чертежам, этот зазор будет. Иначе вы будете наблюдать только центральный факел, без боковых огоньков, который легко сдувается при повышении давления
поступающего на форсунку газа.


Слева- неработающая горелка. Справа- как должно быть.
5. И пару слов о положении форсунки. Срез капилляра, из которого выходит газ, нужно подобрать его положение уже при работающей горелке в районе напротив отверстий для забора воздуха, или до этих отверстий. И, конечно,
трубка с капилляром не должна перекрывать воздушные отверстия.